Z informacji ogólnodostępnych w sieci można wyczytać, że do zalutowania układu BGA lub do usunięcia tkz. zimnych lutów wystarczy zwykła stacja czy też dmuchawka Hot Air. W informacjach zawartych na stronie A&D Serwis staramy się przybliżyć nieco tematykę związaną z lutowaniem w technologii BGA oraz z ogólnymi problemami z nią związanymi.
Stosowana powszechnie technologia montażu układów BGA, do których należą między innymi układy graficzne, mostki północne, mostki południowe, pamięci, układy multi oraz wiele innych zaawansowanych technologicznie układów scalonych, wymusiły na producentach stosowanie układów w obudowach BGA (ang. Ball Grid Array) obudowa z wyprowadzeniami sferycznymi w siatce rastrowej z wyprowadzeniami połączeń w postaci kulek lutu. Jest to typ obudowy układów scalonych stosowanych w technologii SMT (ang. Surface Mount Technology) – sposób montowania podzespołów elektronicznych na płytce obwodu drukowanego. Niewątpliwą zaletą tej technologii jest znaczne ograniczenie miejsca zajmowanego przez układ scalony poprzez lepszemu stosunkowi liczby wyprowadzeń do wymiarów obudowy oraz lepsze właściwości elektryczne.
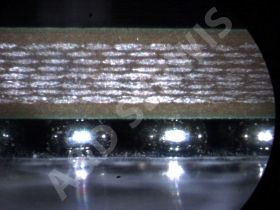
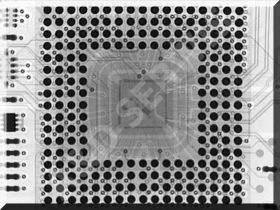
Do wad technologii BGA można zaliczyć między innymi niską odporność spoiwa lutowniczego na wstrząsy i uderzenia, brak możliwości inspekcji optycznej do wykonania oceny połączenia lutowniczego i konieczność wykorzystania inspekcji endoskopowej (zdjęcie po lewej stronie) lub rentgenowskiej (zdjęcie po prawej stronie).
Jako jedyny w serwis w Polsce w procesie napraw związanych z lutowaniem komponentów BGA wykorzystujemy endoskop co jest bardzo istotne. W przypadku układów BGA połączenia lutowane w postaci kulek lutu ukryte są pod korpusem, co całkowicie uniemożliwia przeprowadzenie kontroli połączeń lutowanych. Specjalistyczny endoskop umożliwia dokonania przeglądu równie przed procesem lutowania /reballingu w celu upewnienia się o konieczności wykonania takiej operacji. Jak i bezpośrednio po wykonaniu procesu lutowania w celu sprawdzenia poprawności oraz jakości połączenia. Dzięki zastosowaniu w naszej firmie inspekcji endoskopowej zmniejszamy do minimum ryzyko ponownego wystąpienia usterki.
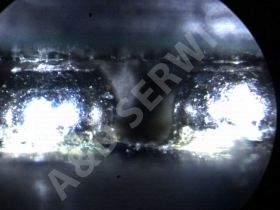
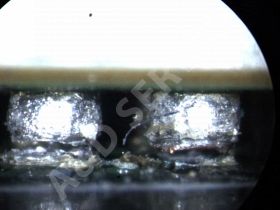
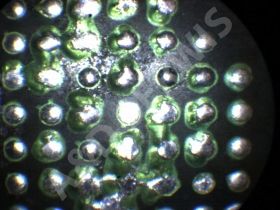
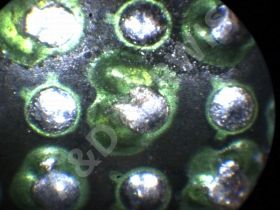
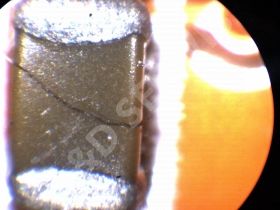
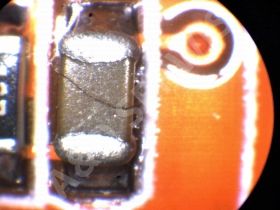
Większość uszkodzeń laptopów spowodowana jest powstaniem tkz. zimnych lutów lub mikro pęknięć pod układami BGA, powodujących brak połączenia elektrycznego. Na poniższych zdjęciach przedstawiamy pęknięcia kulek lutu pod komponentem BGA. Z lewej strony klasyczne pęknięcia pojawiające się przy standardowym użytkowaniu sprzętu. Zdjęcie z prawej strony przedstawia uszkodzenie na skutek upadku lub uderzenia. W tym przypadku widoczne jest rozciągnięcie kulki lutu i charakterystyczne rozerwanie połączenia na skutek wygenerowania dużej siły.
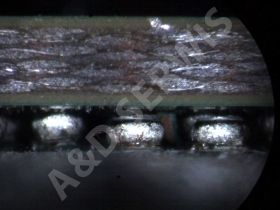
W ostatnich czasach jak grzybów po deszczu powyrastało nowych serwisów sprzętu komputerowego specjalizujących się w naprawach laptopów, lecz nie posiadających odpowiedniego sprzętu ani wiedzy, aby świadczyć tego typu usługi. Głównym problemem takich serwisów staje się fakt, że dokonując prób napraw lub wymian układów BGA nie przestrzegają one żadnych zasad związanych z tą niewątpliwie trudną tematyką a w przypadku niepowodzenia z naprawą oddają klientom sprzęt nie dość, że z błędną diagnozą to bardzo często z nieodwracalnymi uszkodzeniami laminatu spowodowanymi przegrzaniem. Głównymi skutkami przegrzania są następstwa w postaci delaminacji laminatu płyty głównej, powstanie wyskerów czy też zarazy cynowej (dokładne informacje o wadach lutowania znajdują się w zakładce dla ciekawskich) Poniżej przedstawiamy zdjęcia przegrzanych komponentów BGA gdzie na skutek zastosowania nieodpowiednich profili lutowniczych nastąpiła delaminacja powłoki.
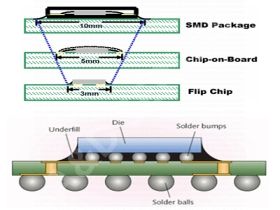
Dodatkowo należy zwrócić uwagę , że układy BGA wymagają lutowania w odpowiednich profilach lutowniczych (patrz zakładka profile lutowania układów BGA). Dmuchawka Hot Air nie dość, że nie dysponuje precyzyjną kontrolą temperatury, to nie jest w stanie zapewnić równomiernego rozkładu temperatur na całej powierzchni lutowanego elementu. Ponadto brak termopar do kontroli temperatur korpusu komponentu BGA oraz temperatur pod jego korpusem nawet dla bardzo doświadczonego serwisanta może doprowadzić do przegrzania układu i powstania nieodwracalnych zmian w postaci delaminacji płyty głównej. Co bardzo ważne urządzenie po takim nieprawidłowo przeprowadzonym procesie naprawy może działać poprawnie, natomiast z uwagi na przekroczenie temperatury granicznej podzespołu lub zakończony proces aktywności topnika przed czasem żywotność po takim procesie naprawy będzie bardzo krótka. W szczególności dotyczy to układów BGA w technologii Flip Chip, Chip-on-Board oraz SPD Package prezentowanych poniżej.
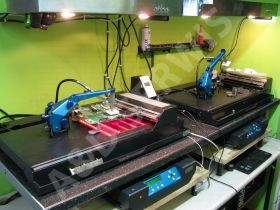
Dlatego do lutowania komponentów BGA powinny być stosowane specjalistyczne maszyny. Firma A&D Serwis do procesów wymian komponentów BGA wykorzystuje wysokiej klasy maszyny produkcji niemieckiej Firmy Martin GmbH. Posiadamy obecnie dwie duże stacje lutownicze oraz jedna pomocniczą małą. Proces Reballingu wykonywany jest również na sprzęcie firmy Martin, więcej informacji na ten temat znajdziecie Państwo w zakładce Laboratorium/Reballing.
Nie bez znaczenia jest też przestrzeganie dopuszczalnego gradientu temperatury i to zarówno w czasie grzania, jak i chłodzenia podzespołu. Należy zwrócić tu uwagę, że im wyższa temperatura lutowania bezołowiowego, tym większe narażenia, jakim podlegają podzespoły i płytka drukowana. Im większa liczba kolejnych procesów lutowania, tym większe zagrożenie dla montowanego komponentu spowodowane kumulacją efektów działania wysokich temperatur. Na przykład podzespoły montowane z obu stron płytki drukowanej mogą podlegać kolejno operacjom: lutowania rozpływowego pierwszej strony, lutowania rozpływowego drugiej strony, lutowania falą selektywną, wykonywania pierwszej naprawy, wykonywania drugiej naprawy. Wewnętrzne struktury podzespołów i płytki powinny przetrwać wszystkie procesy i spełniać wymagania długoterminowej nieuszkadzalności. Jest zatem sprawą oczywistą, że dostawca podzespołów powinien dostarczyć informacji dotyczących wytrzymałości cieplnej korpusów ceramicznych i obudów tworzywowych oraz dane dotyczące nieuszkadzalności podzespołów narażonych w czasie pracy na działanie wysokich temperatur.
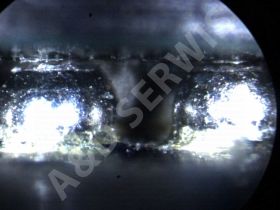
Szczegółowej uwagi wymaga zwłaszcza proces lutowania BGA, jeżeli stosuje się podzespoły SMD umieszczone bezpośrednio pod lutowanym komponentem, proces lutowania na maszynie BGA. Serwisant na podstawie właściwych specyfikacji powinien przeanalizować ograniczenia wszystkich, przewidzianych do wykorzystania, podzespołów do montażu powierzchniowego pod kątem ich wytrzymałości na charakterystykę temperaturowo-czasową procesu lutowania. Istotna jest zarówno wytrzymałość na maksymalną temperaturę w piku lutowania, jak i dopuszczalny gradient temperatury w czasie grzania i chłodzenia podzespołu. W obu tych operacjach podzespół i płytka drukowana poddawane są szokowi cieplnemu. Wielu producentów podzespołów przedstawia w swoich katalogach odpowiednie informacje w postaci charakterystyki temperaturowo-czasowej lutowania, jaką spełnia ich podzespół. Przebieg charakterystyki w górnych warunkach granicznych wskazuje, że wytrzymałość cieplna przykładowo kondensatora ceramicznego pozwala na przebywania tego podzespołu w temperaturze 260°C przez maks. 10 s. Poniżej przedstawiamy zdjęcie endoskopowe kondensatora SMD gdzie przekroczenie górnej granicy temperatury doprowadziło do uszkodzenia mechanicznego w postaci pęknięcia podzespołu.
Wytrzymałość cieplna obudów tworzywowych dotyczy przede wszystkim podzespołów półprzewodnikowych. Wytrzymałość ta jest zależna od temperatury zeszklenia tłoczywa, z jakiego jest wykonana obudowa. Działanie na obudowę temperatury wyższej od Tg powoduje istotne pogorszenie właściwości mechanicznych tworzywa. Materiał twardy i kruchy zaczyna mięknąć i stawać się kauczuko- podobny. W warunkach bezołowiowego lutowania rozpływowego najniższe temperatury w piku lutowania (235°C-240°C) lokują się powyżej temperatur zeszklenia tłoczyw. Obudowy układów scalonych są wykonywane obecnie z różnych tłoczyw i tylko bezpośrednie badania w procesie lutowania mogą dostarczyć rzetelnej oceny ich wytrzymałości na warunki procesu. Zdolność do wytrzymywania wyższych temperatur w bezołowiowym lutowaniu rozpływowym zależy w znacznym stopniu od wielkości i kształtu podzespołu oraz konfiguracji jego ustawienia na płytce. Ta sama charakterystyka temperaturowa lutowania może być przyczyną zarówno niedogrzania połączeń podzespołów ciężkich i złożonych, jak i pękania lub delaminacji obudów lekkich, małych podzespołów. Należy o tym pamiętać w czasie ustalania charakterystyki cieplnej procesu lutowania rozpływowego, a zwłaszcza w trakcie przeprowadzania poprawek lub napraw. Maksymalne temperatury, na jakie mogą być narażone obudowy zarówno procesie lutowania ołowiowego, jak i bezołowiowego sklasyfikowane są w normie IPC/JEDEC J-STD-020C.
W procesie lutowania bezołowiowego stosuje się różne materiały bezołowiowe, np. stop SnAgCu, powłokę ENIG na płytce drukowanej i powłokę czystej cyny na wyprowadzeniach podzespołów. Niedopasowanie współczynników rozszerzalności cieplnej płytki drukowanej, podzespołu i lutu może doprowadzić do znacznego obniżenia trwałości zmęczeniowej połączenia lutowanego, a zwłaszcza połączeń w postaci kulek lutu ukrytych pod komponentami BGA. Poniżej prezentujemy zdjęcia endoskopowe przedstawiające pęknięcie połączenia lutowanego pod komponentem BGA.
Dlatego bardzo ważne jest dopasowanie CTE stopu, miedzi lub materiału powłok powierzchni łączonych.
Przedstawiliśmy Państwu kilka naszym zdaniem cennych informacji dotyczących procesu lutowania BGA, dla jednych będą one cenne i przydatne znowuż inni stwierdzą, że i tak przy procesie naprawy dadzą sobie radę bez tego specjalistycznego sprzętu. Jedno jest pewne, jest to niewątpliwie trudna i problematyczna technologia. Niewątpliwie część napraw można wykonać nie posiadając specjalistycznej aparatury, lecz większość z nich w takim przypadku będzie dziełem przypadku, a połączenia lutowane pozostaną słabej jakości i nie przetrwają próby czasu.
Zapraszamy do skorzystania z usług naszej Firmy. Gwarantujemy najwyższą jakość świadczonych usług dzięki zastosowaniu specjalistycznego sprzętu diagnostyczno pomiarowego. Potwierdzeniem tego są zdobyte przez naszych serwisantów prestiżowe międzynarodowe certyfikaty IPC potwierdzające umiejętności w procesie lutowania oraz reballingu komponentów BGA.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.OkPrivacy policy