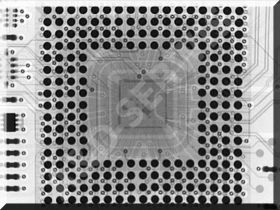
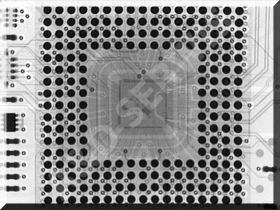
Połączenia lutowane podzespołów typu PBGA, mikroBGA.,CSPS oraz nieobudowanych struktur półprzewodnikowych montowanych techniką flip chip znajdują się pod obudową. Specyfika tych połączeń powoduje, że nie można ich obejrzeć gołym okiem (za wyjątkiem połączeń najbardziej zewnętrznych), a podgląd tych połączeń za pomocą sondy endoskopowej ma zasięg ograniczony. Urządzenia rentgenowskie dostarczają obrazu, na podstawie którego można wnioskować o wielkości połączenia lutowanego, występowaniu zwarć między połączeniami oraz wad wewnętrznych połączenia, takich jak puste przestrzenie. Drogie wysoko zaawansowane automatyczne urządzenia rentgenowskie pozwalają na kompleksową, liczbową ocenę połączeń bezpośrednio po lutowaniu. Dzięki wieloletniemu doświadczeniu jakie posiada A&D Serwis oraz profesjonalnym maszynom do lutowania BGA jakie posiadamy nie ma konieczności wykonywania prześwietleń Rentgenowskich po każdym procesie lutowania. Wysokiej klasy sprzęt oraz umiejętności naszych serwisantów pozwoliły całkowicie wyeliminować wady takie jak zwarcia kulek lutu pod komponentami BGA widoczne na poniższych zdjęciach rentgenowskich.
W zupełności wystarczającym urządzeniem kontrolnym stał się więc wysokiej klasy aparat endoskopowy. Dzięki stosowaniu endoskopowej inspekcji komponentów BGA po każdym procesie reballingu lub wymiany układu na nowy udało nam się uzyskać nieporównywalnie większą jakość usług niż serwisy nie posiadające tego typu aparatury. Inspekcja endoskopowa umożliwia bowiem stwierdzenie czy nastąpiło całkowite odparowanie topnika i powstanie wysokiej jakości wytrzymałego mechanicznie połączenia.
Natomiast z doświadczenia wiemy, że jeśli widoczne na endoskopie połączenia wokół komponentu oraz do trzech warstw w głąb są poprawne o wysokiej jakości to reszta połączeń w 99% również będzie poprawna jakościowo. Do wykonywania prześwietleń RTG sięgamy wówczas gdy mamy do czynienia z nowym problemem dotyczącym lutowności, lub pojawieniem się nowej masowo występującej wady w postaci mikropęknięć pod komponentami BGA w danym modelu urządzenia. W tym celu po wstępnie opracowanym profilu lutowniczym za pomocą przyrządu zwanym profilomierzem poddaje się płytę naprężeniom oraz procesowi starzenia. Prześwietlenia Rentgenowskie wykonywane na trzech etapach badań.
1) Przy wykryciu wady,
2) Po wykonaniu procesu lutowania komponentu BGA,
3) Po poddaniu płyty naprężeniom oraz innym procesom starzenia.
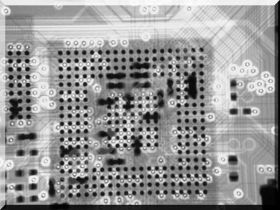
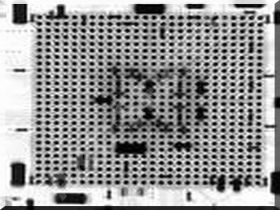
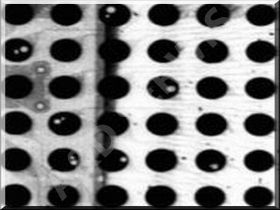
Na zdjęciu rentgenowskim po lewej stronie widoczny jest układ BGA z klasycznymi wadami ( puste przestrzenie w połączeniach lutowanych) natomiast zdjęcie po prawej stronie przedstawia poprawnie zalutowany układ. Za idealnie dobrany profil oraz stop lutowniczy uważamy taki który po zastosowaniu w lutowanym komponencie BGA oraz po wykonaniu opisanych prób zmęczeniowych oraz starzeniowych nie posiada żadnych wad jak przedstawia zdjęcie po prawej stronie. W tym właśnie celu zostało stworzone w A&D Serwis laboratorium oraz nawiązana współpraca z Politechniką Wrocławską (szczegóły w zakładce laboratorium).
Wprowadzenie stopów bezołowiowych spowodowało, że niektóre wady połączeń podzespołów PBGA mogą mieć charakter dominujący. Są to następujące wady:
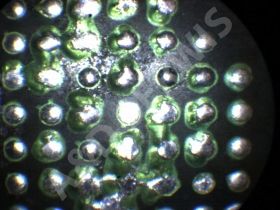
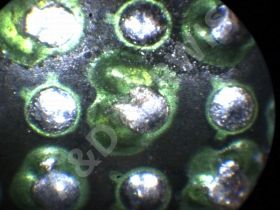
• brak całkowitego zwilżenia pól lutowniczych widoczne na poniższych zdjęciach.
• formowanie zimnych połączeń lutowanych z powodu zbyt niskiej temperatury lutowania pod obudową podzespołu;
• połączenia lutowane o różnych kształtach, w tym połączenia wydłużone rzędów zewnętrznych spowodowane odkształceniem cieplnym nośnika kontaktów sferycznych;
• większa liczba mikrokulek lutu rozpryśniętych na powierzchni płytki pod obudową; nie ulegają one zestaleniu razem z lutem znajdującym się na polu lutowniczym;
•obecność bardziej korozyjnej pozostałości topnika po lutowaniu ze względu na bardziej agresywne topniki w bezołowiowych pastach lutowniczych; narzuca to konieczność odpowiednio efektywnego mycia, jeżeli jest ono wymagane;
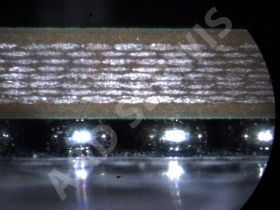
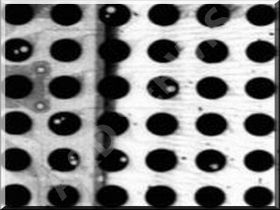
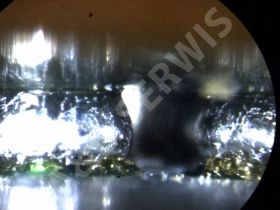
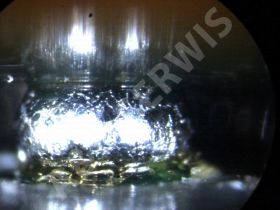
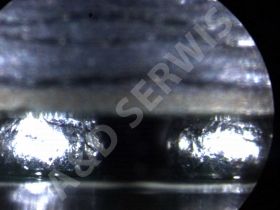
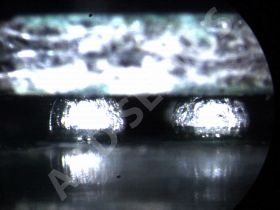
• możliwość delaminacji widocznej na poniższych zdjęciach ( 1 oraz 2 ) w postaci zniekształceń laminatu w konsekwencji powodująca powstawania pęknięć połączeń lutowanych widoczne na zdjęciach ( 3 oraz 4 ) spowodowane większymi naprężeniami cieplnymi w połączeniu (wyższe temperatury lutowania i większe różnice współczynników rozszerzalności cieplnej).
Na poniższych zdjęciach przedstawiono dwa połączenia rzędu zewnętrznego, których wygląd wskazuje, że połączenie może mieć charakter wyłącznie powierzchniowy.
Zgład metalograficzny połączenia pierwszego z lewej wskazuje wyraźnie na możliwość braku ciągłości elektrycznej. Wada może być spowodowana nieprawidłową charakterystyką temperaturowo-czasową procesu lutowania rozpływowego w pierwszej operacji lutowania rozpływowego. W przypadku płytek dwustronnych jest bardziej prawdopodobne, że brak ciągłości można przypisać kolejnej operacji lutowania rozpływowego, w której wykonane prawidłowo połączenie zostało poddane zbyt agresywnym warunkom cieplnym ( nieprawidłowo dobrany profil lutowniczy). Spowodowały one nadmierne odkształcenie nośnika kontaktów sferycznych i jednocześnie stopienie uprzednio uformowanego połączenia w pierwszym cyklu lutowania. Z powodu braku aktywnego topnika rozdzielone powierzchnie uległy utlenieniu, a wytworzone powłoki tlenków stały się przyczyną widocznego rozdzielenie połączenia na dwie sferyczne części. W wielu przypadkach możliwe jest pękanie powłoki tlenkowej na przykład w strefie chłodzenia, co sprzyja powstaniu połączenia ciągłego, charakteryzującego się najczęściej nietypowym kształtem
Wydłużony kształt połączeń rzędów najbardziej zewnętrznych powstaje bardzo często już w czasie pierwszej operacji lutowania i jest spowodowany odkształceniem nośnika kontaktów sferycznych najczęściej z powodu niewłaściwej charakterystyki grzania wstępnego w procesie lutowania rozpływowego. To odkształcenie może być także spowodowane nadmierną ilością wilgoci zawartej w nośniku lub odkształceniem obserwowanym już w podzespole w stanie dostawy.
Opisany wyżej mechanizm uszkodzeń może zostać zminimalizowany, jeżeli zastosuje się następujące zalecenia:
• obniżenie parametrów grzania wstępnego podzespołów BGA w czasie drugiej operacji lutowania; pozwoli to na zmniejszenie odkształcenia nośnika kontaktów sferycznych i zmniejszy ryzyko ponownego stopienia połączenia:
• zmniejszenie temperatury i/lub czasu w piku lutowania (efekt jak wyżej);
• zwiększenie równomierności warstwy nałożonej pasty lutowniczej w procesie druku przez szablon: ubytki pasty lub brak ciągłości pasty na polu przyczyniają się do powstawania wady:
• zwiększenie objętości nałożonej pasty w rozsądnych granicach; częściowo skompensuje się w ten sposób wpływ odkształcenie podłoża i potencjalnych różnic w wielkości kontaktów sferycznych.
Jednym z istotnych problemów związanych z bezołowiowymi połączeniami lutowanymi, a zwłaszcza połączeniami podzespołów PBGA. jest sygnalizowane w wielu źródłach występowanie pustych przestrzeni jak na poniższym zdjęciu rentgenowskim po lewej stronie ( dla porównania poprawne połączenie na zdjęciu po prawej stronie).
Częstość, liczba oraz wielkość pustych przestrzeni obserwowanych w połączeniach bezołowiowych spowodowała, że ustalono konsensus, według którego te puste przestrzenie, zwykle możliwe do wykrycia za pomocą defektoskopu rentgenowskiego, mogłyby być warunkiem odrzucenia wyrobu. Ustalono ten obszar pustych przestrzeni na poziomie 25% obszaru obrazu rentgenowskiego połączenia lutowanego.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.OkPrivacy policy